

Ein Klick auf eins der Bilder öffnet in einem neuen Fenster eine Bildergalerie, in der alle hier gezeigten Fotos in größerem Format zu sehen sind.
Auf Hinweis meiner Freunde war ich am 30. August bei einer Besichtigung im Shed einer historischen Bandweberei in Wuppertal Wichlinghausen. Die Bandweberei Sohn ist anders als die ebenfalls sehenswerte Weberei Kafka in Langerfeld keine Fabrik, sondern steht exemplarisch für die ehemals vielen Kleinbetriebe der Heimweberei, die für den Wuppertaler Raum lange Zeit typisch waren. Durch einen Gang zwischen zwei Vorderhäusern gelangt man von der Straße aus in einen geräumigen Hinterhof, in dem das Shed steht. Der englische Begriff „Shed“ bedeutet ursprünglich Schuppen und bezeichnet hier ein Gebäude mit dem für die Textilindustrie typischen, sägezahnförmigen Sheddach.

Nicht jeder Bandweber hatte ein eigenes Shed. Viele mieteten sich in einem solchen Bau einen Stellplatz für ihre Maschine(n) inklusive Anschluss an die Transmission für den Antrieb. Das Shed der Bandweberei Sohn verfügte vor der Umstellung auf elektrische Antriebe über einen Gasmotor.
Im Untergeschoß des Sheds wurden die Besichtigungsgäste zunächst von Siegfried Sohn und seiner Familie mit einer Tasse Kaffee empfangen. Es gab zunächst einführende Informationen über den industriegeschichtlichen Kontext der Heimbandweberei. Dabei erfuhren wir dann auch einiges über die Biografie seiner Eltern und Groß- und Urgroßeltern. Sein Großvater August Sohn gründete die Bandweberei Sohn, begann in der Nornenstraße zuerst als Mieter mit einem eigenen Bandstuhl und übernahm später Haus und Shed als Eigentümer.
Nach der Einführung ging es über eine schmale, steile Treppe ins Obergeschoss. Hier mussten auch das Material herauf und die fertige Ware runter. Die Tür am oberen Ende wurde während der Arbeit üblicherweise von innen verriegelt. Wer hineinwollte, mußte läuten. Das hatte naheliegende praktische Gründe: Da in der Regel mehrere Maschinen gleichzeitig liefen, war es drinnen sehr laut. Der Weber, der an einem stillgesetzten Bandstuhl knifflige Arbeiten — wie zum Beispiel das Anknoten gerissener Kettfäden oder das Einziehen einer vollständigen neuen Kette — ausführte, hätte von einer unbemerkt eingetretenen Person erschreckt, ärgerlichen Schaden an den filigranen Anordnungen anrichten können.

Sheddächer werden üblicherweise mit der verglasten Seite nach Norden ausgerichtet. Die flacher nach Süden geneigten Flächen sind in der Regel mit Teerpappe gedeckt. So fiel durch die Dachfenster nie direktes, hartes Sonnenlicht, sondern gleichmäßiges, diffuses Licht. Hierdurch wurden harte Schatten vermieden und die Weber hatten ihre Arbeitsumgebung stets gleichmäßig ausgeleuchtet. Das gesamte Dach ist meist leicht nach Osten hin geneigt, damit Regenwasser mit dem vorherrschenden westlichen Wind in den Wasserläufen zwischen den Reitern schneller abläuft. Wegen der mehrfachen Materialübergänge werden Sheddächer leicht undicht und erfordern regelmäßige Reinigung der Wasserläufe und leider auch häufige Reparaturen.

Das Glanzstück des Betriebs ist ein lauffähiger, vorführbereit eingerichteter Bandstuhl, den Siegfried Sohn mit Unterstützung eines früheren Arbeitskollegen nach Jahren des Stillstands wieder hergerichtet hat. Für Besucher wird diese Maschine eingeschaltet, um einen Eindruck von der Funktionsweise und Komplexität zu vermitteln.
Es handelt sich um einen Jacquardbandstuhl mit dreißig Gängen. Das bedeutet, es wird nicht ein einzelnes Band gewebt, sondern — sofern alle Gänge eingerichtet sind — dreißig Bänder mit identischem Muster zugleich. Selbst mit dem Weitwinkelobjektiv war es mir nicht möglich, in dem Raum, in dem noch zwei weitere, gleichgroße Maschinen stehen, ein Foto zu machen, das die gesamte Maschine in voller Größe zeigt.
Stattdessen habe ich zahlreiche Detailaufnahmen, die hier in der Reihenfolge der Stationen gezeigt werden, die die Kettfäden des erzeugten Bandes von hinten nach vorne — also vom Ausgangsmaterial zum fertigen Band — durchlaufen. Jedes Gewebe besteht aus längsverlaufenden Kett- und querverlaufenden Schußfäden.

Die Etiketten, die Siegfried Sohn zum Vorführen auf seinem Bandstuhl webt, haben ungefähr 180 Kettfäden — wohlgemerkt für jeden Gang — die Kettfäden haben in diesem Fall alle die gleiche Farbe. Es wird ein sogenanntes schußkonfiguriertes Muster gewebt, bei dem das Grundgewebe einfarbig ist, und das Muster durch die verschiedenfarbigen Schußfäden erzeugt wird.
Die Kette jedes Bandes ist in mehrere Stränge unterteilt und jeder Strang auf eine Kettscheibe aufgespult. Kettscheiben heißen die meist größeren, hölzernen Trommeln, die an der Rückseite des Bandstuhls im Kettdeckel eingehängt werden.
Jede Kettscheibe verfügt über eine eigene Bremse, die das Abrollen der Kettfäden kontrolliert. Die gleichmäßige Spannung aller Kettfäden ist für ein gleichmäßiges Gewebe unerlässlich. Eine Schlaufenbildung in der Kette würde in kürzester Zeit zu einem unauflöslichen Gewirr und in der Folge zu Schäden führen.

Die Stränge der Kette verlaufen an der Rückseite des Kettdeckels nach oben und über eine Umlenkung zum Rollendeckel. Über die erste Rolle geht es wieder nach unten zu einer losen Rolle, an der genau abgestimmte Gewichte hängen, und dann wieder nach oben zum weiteren Verlauf. Von den Gewichten aus führt eine Kordel zur Bremse der zugehörigen Kettscheibe.
Wird die Spannung eines Kettenstrangs so groß, dass die Gewichte angehoben werden, hebt diese Kordel den Bremshebel der Kettscheibe an, die Reibung der Bremse wird geringer, die Kettscheibe rollt ein Stück Kette ab, die Spannung verringert sich, die Gewichte sinken ab und die Bremse hält wieder. Bei einer guten Abstimmung der Gewichte an der Rolle und am Bremshebel funktioniert dieser Vorgang nicht ruckartig sondern sehr gleichmäßig.
Vom Rollendeeckel aus werden die Kettfäden wieder nach unten geführt und durch sogenannte Ruten nach vorne umgelenkt. Der Zwischenraum zwischen dem Kettdeckel und der Rutenbank ist so groß, dass dort ein Mensch stehen kann, um die Kettfäden weiter zu handhaben. Die nächste Station ist das Hinterriet. Riete sind feine, auf das jeweilige Gewebe abgestimmte Kämme aus miteinander verlöteten Lamellen.

Bei gröberen Geweben wird jeder Kettfaden einzeln durch das Riet „gestochen“, bei feinerem Gewebe mit dünneren Kettfäden auch mehrere Fäden durch denselben Zwischenraum. Das Hinterriet sorgt dafür, dass die Kettfäden seitlich geführt werden und ohne unerwünschte Überkreuzungen zu den Litzen geführt werden.

Beim Stechen der Kette durch das Hinterriet müssen die Kettfäden genau abgezählt werden.
Vom Hinterriet aus verläuft die Kette weiter zu den Litzen. Litzen sind feine Drähte mit einem Auge auf halber Höhe, durch das jeweils ein Kettfaden gefädelt wird. Die Litzen werden durch die Harnischkordeln nach oben gezogen. Niemals alle gleichzeitig, sondern abwechselnd, denn durch das Auf und Ab der Litzen entsteht das Webfach — der Zwischenraum, durch den das Schiffchen mit dem Schußfaden hindurch „geschossen“ wird.
Bei jedem Schuß wechselt das Fach, das bedeutet es werden jeweils andere Kettfäden angehoben. Bei der einfachsten Gewebeart, der sogenannten Leinenbindung wird abwechselnd immer eine Hälfte der Kettfäden oberhalb des Fachs gehoben. Nach dem Schuß wechselt das Fach, das heißt, die andere Hälfte der Kette wird angehoben. Der Schussfaden überquert jeweils einen Faden und unterquert den nächsten. Jeder Kettfaden wiederum wird nach jedem Schuß, bei dem er überquert wurde, vom nächsten Schuß unterquert und umgekehrt.

Bei einem „schusskonfigurierten“ Muster überqueren zudem die farbigen „Figurfäden“ im fertigen Band mitunter mehrere Kettfäden. Um den Laien vollends zu verwirren, weben die Weber solche Bänder mit der Oberseite nach unten.
Da die Litzen, wenn sie alle auf einer Linie nebeneinander angeordnet wären, eine viel größere Breite einnehmen würden als das Band, werden sie der Länge des Bandes nach versetzt. Diese Anordnung ergibt sich wiederum mithilfe des Chorbretts, durch das die Harnischkordeln geordnet werden. Beim Einfädeln der Kettfäden durch die Litzen müssen nicht nur Überkreuzungen vermieden werden. Bei einer Kette, die aus verschiedenfarbigen Garnen besteht, ist es obendrein entscheidend, dass der richtige Faden durch die richtige Litze verläuft, denn wenn nicht der richtige Kettfaden mit der richtigen Farbe zur richigen Zeit in die richtige Position gebracht wird, ist das gesamte Muster verdorben. Die Rückkehr der Litzen in die Ausgangsposition wird durch Gewichte oder bei neueren Maschinen durch Federn gewährleistet.

Wenn möglich machen Bandweber das Einrichten einer neuen Kette zu zweit. Eine Person steht hinter dem Hinterriet und gibt an, die andere steht vor dem Bandstuhl und zieht die Kettfäden durch die Litzen ein. Schließlich muß der ganze Vorgang nicht nur einmal durchgeführt werden, sondern für jeden Gang des Bandstuhls von neuem.
Es gibt Bandstühle mit noch mehr als 30 Gängen, aber wie man auf dem nebenstehenden Foto sieht, wird bei den äußeren Gängen der Winkel, in dem die Harnischkordeln am Chorbrett abgewinkelt werden immer schärfer. Hierdurch vergrößert sich auch die Reibung und der Harnisch verschleißt an den äußeren Gängen schneller als an den inneren.
Fällige Reparaturen oder sogar ein komplett neuer Harnisch verursachen nicht nur Kosten sondern auch Stillstandzeiten, in denen nichts verdient wird. Es gibt durchaus Bandstühle mit über 40 Gängen, aber oberhalb davon wurde es dann allmählich unwirtschaftlich.

Nach den Litzen durchläuft die Kette schließlich den Schläger. Der Schläger sorgt für den eigentlichen Webvorgang. Er trägt und führt die Schiffchen, die den Schußfaden durch das Webfach bewegen. In jedem Schiffchen liegt eine Spule mit einem entsprechenden Vorrat an Schußfaden. Damit sich der Schußfaden gleichmäßig und kontrolliert abspult, wird die Spule durch einen federnd gegen die Wicklungen drückenden Hebel mit einer Druckplatte gebremst. Da das Schiffchen beim Schuß stark beschleunigt wird, wird die Fadenspannung im Schiffchen zudem kompensiert: Der Faden läuft von der Spule durch einen Ring nacheinander durch zwei „Würmchen“ und tritt erst danach durch ein Fadenauge aus Porzelan aus dem Schiffchen aus.
Die Würmchen bestehen jeweils aus einem Auge an einer dehnbaren Spiralfeder. Wenn sich das Schiffchen bewegt und dadurch Schußfaden aus dem Schiffchen gezogen wird, geben zunächst die Federn der Wümchen nach und bei weiter steigendem Zug dreht sich das Spülchen gegen den Reibungswiderstand der Bremse. Durch das Zusammenziehen der Würmchen wird vermieden, dass der Schußfaden zu lose wird und an den Kanten des Gewebes Schlaufen bildet.

Die Schiffchen werden im Schläger von gefalzten Leisten, den Krampen geführt. Um das Webfach durchqueren zu können, müssen die Schiffchen bewegt werden. Sie haben an einer Seite eine aus Holz gefräste Zahnstange eingeleimt, in die passende, ebenfalls aus Holz gefräste Zahnrädchen eingreifen.
Die Schiffchen müssen bei jedem Schuß den Zwischenraum, in dem die Kette verläuft — den sogenannten Sprung — vollständig überqueren. Wenn sich ein Teil des Schiffchens zwischen zwei Schüssen noch innerhalb des Fachs befände, könnten sich die Kettfäden nicht überkreuzen und das neue Fach für den nächsten Schuß bilden. Alle Schiffchen einer Etage bewegen sich gleichzeitig im Schläger.
Wenn ein Schiffchen, das vorher rechts vom Fach war, das Fach durchquert, macht dabei das Schiffchen des Nachbargangs den Platz in der Krampe links vom Fach frei. Bevor das Schiffchen auf der einen Seite des Sprungs den Eingriff des Zahnrädchens in die Zahnstange verliert, muss auf der anderen Seite des Sprungs bereits das benachbarte Zahnrädchen präzise eingreifen. Der Sprung eines Bandstuhls bzw. des auf ihm montierten Schlägers begrenzt die maximale Breite des Bands, das auf ihm gewebt werden kann.
Bei einem schmaleren Sprung können auf gleicher Maschinenbreite entsprechend mehr Gänge untergebracht werden und umgekehrt. Für einen breiteren Sprung braucht es auch breitere Schiffchen und breitere Krampen. Wenn auf einem Bandstuhl ein anderer Schläger mit anderer Gangzahl montiert wird, muss entsprechend auch ein anderer Harnisch angebracht werden. Eine solche Umrüstung eines Webstuhls ist möglich aber sehr aufwändig.

Das nächste Bild zeigt aus einer nur leicht veränderten Perspektive, das die Zahnrädchen, die die Schiffchen bewegen, ihrerseits durch Zahnstangen angetrieben werden. Im Sprung sind zwei von ihnen zu sehen. Bei diesem vierstöckigen Schläger sind vier lange Zahnstangen beteiligt, die über die gesamte Breite des Schlägers verlaufen. Zwei verlaufen in der Unterseite und zwie in der Oberseite des Schlägers. Jeweils zwei Krampen und damit auch zwei Schiffchen und Zahnrädchen sind gegeneinander versetzt.
Je nachdem, welches Schiffchen mit welcher Garnfarbe gerade durch das Fach geschossen werden soll, wird der gesamte Schläger entsprechend soweit angehoben, dass sich das passende Schiffchen auf Höhe des Webfachs befindet. Bei diesem vierstöckicgen Schläger sind jedem Gang vier Schiffchen mit vier Schußfarben zugeordnet. Eine Farbe ist dabei die des Grundgewebes, also identisch mit der der Kette. Die anderen sind Figurfäden und bilden das zum Hintergrund kontrastierende Muster. Die Spule mit dem Schußfaden ist diejenige, die am häufigsten gewechselt werden muss, da der Grundschuß bei jedem Schuß über die gesamte Breite geschossen wird, während die Figurfarben dem Muster entsprechend zwischendurch aussetzen oder nur über einen Teil der Bandbreite geschossen werden.
Auf der Hinterseite des Schlägers befindet sich außerdem das Vorderriet, ein weiterer Kamm, durch den die Kettfäden gestochen sind. Nach jedem Schuß bewegt sich der gesamte Schläger nach vorn und das Vorderriet schlägt den Schußfaden gegen das fertige Gewebe.

Jede der Zahnstangen des Schlägers wird durch zwei Gurte angetrieben. Einer zieht zur rechten Seite, der andere zieht zur linken Seite. Die lineare Bewegung dieser Gurte wird wie auch das Heben und Senken und die Anschlagbewegung des Schlägers durch Exzentermechanismen aus einer Drehbewegung erzeugt. Die verschiedenen Exzenter benötigen zur Anpassung umfassende Verstellmöglichkeiten.

Das fertige Band schließlich wird nochmals nach unten umgelenkt und vom Abzugsbaum von der Maschine abgezogen. Das Band umschlingt den mit Sandpapier bespannten Abzugsbaum und wird dazu von einem zweiten, mit weichem Kalmuck bezogenen Baum an den Abzug angepreßt.
Das Band läuft dabei mit der unempfindlicheren, weil glatteren Oberseite gegen das rauhe Sandpapier. Hierin liegt der wirkliche Grund dafür, daß das Band mit der Oberseite nach unten gewebt wird. Der Zug des Abzugsbaums ist die einzige Kraft, die die Kette durch die gesamte Maschine befördert. Schlupf an dieser Stelle würde das Band unregelmäßig und unansehnlich werden lassen. Vom Abzug aus fällt das Band nach unten in den Warenkasten, in dem es gesammelt wird. Je nach Auftrag werden entsprechende Längen der fertigen Ware abgeschnitten und zum Versand aufgewickelt und verpackt.

Die Geschwindigkeit des Abzugs bestimmt im Verhältnis zur Stärke des Garns die Schußdichte des fertigen Gewebes. Über wechselbare Zahnräder kann sie dem gewünschten Ergebnis angepaßt werden. Gegenüber der Hauptantriebswelle ist die Geschwindigkeit des Abzugs stark verlangsamt. Der Antrieb des Abzugs erfolgt über einen Ratschenmechanismus mit Klinkenrad, und einem Hebel mit einer Sperrklinke, die von der Jacquardmaschine aus gesteuert dafür sorgt, dass sich der Abzug nur dann weiterdreht, wenn zuvor ein Schuß des Grundgewebes erfolgt ist. Hier wird zur Abwechselung eine lineare Bewegung in eine Drehbewegung umgewandelt.
Nach Figurschüssen wird der Abzug in der Regel nicht bewegt, da ansonsten das Grundgewebe nicht gleichmäßig dicht würde.
Die Verbindung zwischen Jacquardmaschine und Klinkenregulator bildet wie so oft am Bandstuhl eine einfache Kordel. Eine der Lochpositionen auf der Lochkarte steuert, ob diese Kordel die Sperrklinke anhebt. In diesem Fall wird der Hebel zwar nach dem Schuß bewegt, seine Bewegung greift aber ins Leere. Eine zweite Sperrklinke blockiert den Abzug gegen Rückwärtslauf.

Wie die Zahnräder ist auch das Klinkenrad austauschbar. Zahn- und Klinkenräder sind wie viele andere Teile am Bandstuhl herstellerspezifisch. Das Deutsche Institut für Normung und beispielsweise die DIN 780 über Modulreihen für Zahnräder sind deutlich jünger als solche Maschinen. Die jeweiligen Hersteller achteten innerhalb des eigenen Sortiments auf Kompatibilität, aber ein herstellerübergreifender Einsatz von Wechselzahnrädern oder Schiffchen war im Sinne der Kundenbindung nicht vorgesehen.
Reparaturen an den Bandstühlen konnten erfahrene Bandweber häufig selber vornehmen, aber für den Neubau beispielsweise eines Schlägers wurde die Hilfe eines Bandstuhlschreiners benötigt. Umbauten an Webstühlen waren aber auch an der Tagesordnung, um vorhandene Maschinen an besondere Erfordernisse anzupassen und das Warenspektrum zu erweitern. Webtechnische Spezialitäten wie z.B. Einziehungen in der Bandkante — die „Barmer Bögen“ — wurden nicht auf speziell hierfür angeschafften Maschinen gewebt, sondern entwickelten sich aus dem Ideenreichtum von Webern, die mit einer großen Portion Improvistationsvermögen versuchten, mit den vorhandenen Mitteln ihr Spektrum zu erweitern und eine Ware anbieten zu können, die ihnen einen Wettbewerbsvorteil verschaffte.
Wer heute ein altes Musterbuch einer großen Bandweberei mit vielfältigem Sortiment aufschlägt, findet dort Beispiele von Spitzen- oder Posamentenbändern, bei deren Anblick sich selbst erfahrene Weber fragen, wie die alten Kollegen das mit den bekannten Mitteln zustandegebracht haben. Von diesem Wissen ist bemerkenswert wenig dokumentiert. Zwar haben dank der Bemühungen des Historikers Arnold Lassotta viele Bandstühle aus dem Wuppertaler Raum den Weg ins Magazin des LWL-Industriemuseums gefunden, es ist aber zu befürchten, dass ein Teil des für deren Betrieb im Rahmen etlicher Spezialanwendungen notwendige Wissen von ihren Betreibern mit in den Ruhestand und vielfach auch mit ins Grab genommen wurde.
Wer sich heute von einem erfahrenen Bandweber den einen oder anderen Trick und Kniff erzählen lässt, und im Hinterkopf hat, daß die Lochkartensteuerung der Jacquardmaschinen vielfach als Vorläufer programmgesteuerter Rechenmaschinen bezeichnet wird, wird in den Webern vermutlich Vorgänger heutiger Hacker erkennen, die mit Sachverstand und eigenen Ideen Wege gesucht haben, Beschränkungen ihrer Maschinen zu umgehen und neue Funktionen nachzurüsten.
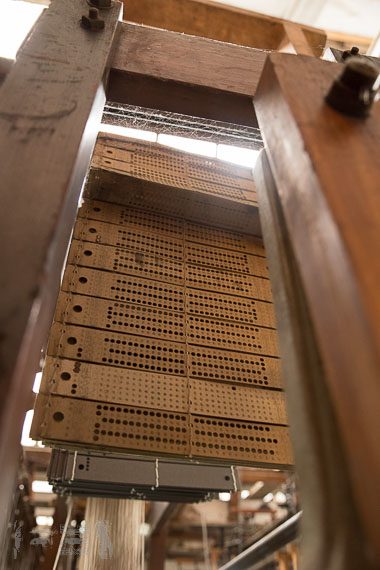
Das „Programm“ eines Webartikels ist auf den Lochkarten gespeichert, die in der Tat eine binäre Darstellung von Zuständen darstellen. Die Anordnung des Rasters und der Positionen, an denen Löcher abgetastet werden, ist durch die Konstruktion der Jacquardmaschine vorgegeben. Kleinere Maschinen, die weniger einzelne Litzen ansteuern können, verwenden in der Regel gleiche Karten und ignorieren dann einfach einen Teil der Löcher.

Das Kartenschlagen erfolgte zuerst rein manuell mit Hilfe eines Schlagbrettes, das die Positionen des Lochrasters vorgab und in das ein einzelnes Stanzeisen Loch für Loch eingesetzt wurde. Später gab es für jede Sorte Karten passende Schlagmaschinen, mit denen der Kartenschläger nach den Angaben der Patronenzeichnung Reihe für Reihe auf einer Tastatur die „Bits“ des Programms also, ob ein Loch gestanzt wird oder nicht, einstellt und anschließend den Stanzvorgang für diese Reihe auslöst. Jede Karte wird einzeln geschlagen und in der richtigen Reihenfolge gesammelt. Zum Schluss werden alle Karten mit einer besonderen Art Nähmaschine, der Kartenschnürmaschine verbunden. In regelmäßigen Abständen werden in die Karten längere Drähte eingefügt, die dafür sorgen, daß die Karten bei ihrem ringförmigen Durchlauf auf den Schienen der Zuführung gleichmäßig herabhängende Schlaufen bilden.
Die größeren Löcher dienen dem Weitertransport der Karten. Zwei Passernocken richten die Karte so aus, daß beim Abtastvorgang alles genau zueinander steht.

Der Transport der Karten erfolgt durch ein Prisma, ein um die Längsachse drehbares, meist viereckiges Holz, das an jeder Längsseite mit zwei Passernocken die ausgelesene Karte weiterbefördert und die folgende Karte in Position bringt. Das Prisma hat auf den Längsseiten an jeder Lochrasterposition eine Bohrung. Wenn die Karte in Position ist, wird das gesamte Prisma mit der Karte gegen im gleichen Raster wie die Prismenbohrungen angeodnete Einlesenadeln gedrückt. Die Nadeln, die auf ein Loch treffen, bleiben an ihrer Position, die anderen werden von der Karte beiseite gedrückt. Jede Nadel wiederum überträgt ihre Information auf einen senkrecht hängenden Draht, die Platine. Platinen, deren Steuernadeln auf ein Loch treffen, werden im nächsten Arbeitstakt von einer Anordnung waagerechter Leisten, dem Messerkorb, erfaßt und angehoben. Die beiseitegedrückten Platinen weden von den Hebemessern verfehlt und nicht mitangehoben. An jeder Platine hängt wiederum eine Harnischkordel mit einer Litze und einem Kettfaden. Jede Stelle im Kartenraster steuert also einen Kettfaden. Ist an der korrespondierenden Stelle ein Loch, wird er mit angehoben, andernfalls nicht.
Heute gebauete Jacquardmaschinen verwenden Elektromagnete anstelle der Einlesenadeln und erreichen mit elektronischer Ansteuerung höhere Geschwindigkeiten, aber ansonsten ist das Prinzip bis heute erhalten. Der Grundgedanke besteht darin, eine Bewegung, die relativ wenig Kraft erfordert, zu nutzen, um eine andere Bewegung zu steuern, die höhere Kraft überträgt.
An den Rändern der Lochkarten fallen Bereiche auf, die in einem anderen Raster angeordnet sind, als die für die Kettfäden. Sie steuern beispielsweise den Farbwechsel oder die Aussetzung des Bandabzugs.
Über zwischengesetzte Flaschenzüge ist es darüberhinaus möglich, binäre Verknüpfungen vorzunehmen oder ein Maschinenteil in mehrere Zwischenpositionen zu steuern, was eine niedrigauflösende Digital-Analogwandlung realisiert und den Vergleich mit heutigen Computern noch eine Stufe weiterführt.

Kartenschlag- und Schnürmaschine gibt es im Shed der Familie Sohn zwar nicht zu bewundern, aber eine Spulmaschine zum Befüllen der Schiffchenspulen ist funktionsfähig erhalten. Siegfried Sohn erzählt seinen Besuchern, wie er als Kind nach der Schule regelmäßig an dieser Maschine dafür gesorgt hat, dass sein Vater am nächsten Tag ausreichende Mengen fertiger Spulen zur Verfügung hatte, um die abgewebten Spulen zügig auswechseln zu können.

Die Spulmaschine ähnelt der Unterfadenspulvorrichtung einer Nähmaschine. Es werden jedoch mehrere Spulen gleichzeitig aufgespult. Das Garn wird auf großen Konen angeliefert, von denen es nach oben über Röllchen abläuft. Eine Fadenbremse mit einstellbarer Druckfeder sorgt für die Spannung. Über einen Exzenter wird ein Verlegebalken hin- und herbewegt, der das Garn gleichmäßig auf die Breite der Spule verteilen hilft. Wenn die entsprechende Garnmenge aufgespult ist, wird ein federbelasteter Hebel vom Garn nach unten gedrückt, der die jeweilige Spule vom Antrieb abkoppelt.
Da ein Motor an der Maschine mehrere Spulstationen antrieb, blieb dazwischen keine Zeit für andere Beschäftigung.
Die Spulen mit der Grundfarbe waren schneller leergewebt als die mit den Figurfäden. Auch hier spielte Erfahrung eine große Rolle. Eine gänzlich leergewebte Spule bedeutete, dass an mindestens einem der Gänge eine „Stelle“ also ein Fehler im Band auftrat. Ob eine Spule mit Rest gleich mitgewechselt oder weiter abgewebt wurde, gab den Ausschlag für die Gesamtlänge der Stillstandszeit und für das Risiko, eine Fehlstelle zu erzeugen. Beides musste gegen die Materialkosten abgewogen werden. Wenn während eines Arbeitstages eine Farbe ausging, addierten sich die Probleme, denn ein Weber, der mehrere Maschinen gleichzeitig zu überwachen hatte, hatte kaum Zeit zwischendurch auch noch aufzuspulen.
Siegfried Sohn berichtet auch von den Veränderungen, die die technische Weiterentwicklung für die Weberei mit sich brachte. Moderne Automaten bei denen der Schußfaden statt mit einem Schiffchen mit einer Nadel ins Fach eingetragen werden, haben weniger Gänge, erreichen dafür aber bedeutend höhere Laufgeschwindigkeiten bei geringerem Platzverbrauch. Die Arbeit des Spulens fiel weg, neue Maschinen verfügen über eine Fadenrissüberwachung für Schuß- und Kettfäden. Bei Fadenriss hält eine moderne Maschine sofort an, Fehlstellen werden auf ein Minimum reduziert, während bei den alten Bandstühlen der Weber beim Bemerken von Problemen auf sein Gehör und seine Erfahrung angewiesen war. Eine einzelne Person kann eine größere Zahl neuer Automaten überwachen und die gesamte Produktionsmenge pro Person stieg an.
Das führte zur Verdrängung menschlicher Arbeit und erleichterte die Verlagerung in andere Länder, weil die große Erfahrung der Weber an Stellenwert verlor. Die Investitionskosten für eine Umstellung auf neue Automaten waren hoch, was insbesondere Kleinbetriebe und Heimbandweber dazu bewog, zu so lange auf die alte Technik zu sezten, bis es für viele schließlich nicht mehr weiter ging.

Für die Bandweberei Sohn kam dieser Zeitpunkt Anfang der Achtziger, als für Siegfried Sohn klar war, dass er den Betrieb nicht in dritter Generation weiterführen, sondern als Angestellter bei größeren Firmen eine bessere und sicherere Perspektive haben würde.
Für die heutigen Besucher ist es ein Glücksfall, daß das Shed seinerzeit nicht abgerissen wurde, sondern die obere Etage mit den Bandstühlen bis heute weitestgehend im Originalzustand erhalten ist. Zusammen mit Siegfried Sohns ausführlicher und kundiger Schilderung wird ein langer Abschnitt lokaler Industriegeschichte von 1852 bis hinein in die heutige Zeit greifbar und begreifbar. Fast alles, was man hier sehen kann, ist noch so wie im Jahr 1980, als die Produktion eingestellt wurde. Das Wiederherrichten des vorführbereiten Bandstuhls nach so langer Zeit war eine gewaltige Menge Arbeit.
Für den Nachmittag, für die Führung und für die Gelegenheit zum Fotografieren danke ich Siegfried Sohn und seiner Familie ganz herzlich.
In der Bildergalerie gibt es noch einige weitere Bilder und alle in größerem Format. Mit Klick auf eins der Bilder gelangt man in einem neuen Fenster dorthin. Viel Spaß damit.
Hallo Micha, toller Bericht über deinen Besuch ! Wow, Soviel hat Sigfried erzählt ? Wirklich eindrucksvolle Bilder, Danke ! Ulf
Es waren auch Besucher/innen dabei, die nicht zum ersten Mal einen Bandstuhl gesehen haben und die entsprechend gezielt nachgefragt haben. Außerdem haben wir festgestellt, daß wir mehrere gemeinsame Bekannte haben.